


Little Binzel wire feeding wheel
The small Binzel wire feeding wheel is the core supporting component of the Binzel series welding equipment, designed specifically for small and medium-sized welding scenarios. With its compact structure, high adaptability, and stable performance, it is w...
The small Binzel wire feeding wheel is the core supporting component of the Binzel series welding equipment, designed specifically for small and medium-sized welding scenarios. With its compact structure, high adaptability, and stable performance, it is widely used in conventional welding operations such as secondary protection welding and gas protection welding. The following is a multi-faceted analysis:
Core classification and structural characteristics
1. Drive and slot design
Drive type: Single drive is the mainstream, and some models support dual drive adaptation. The structure is compact and lightweight, suitable for small and medium-sized wire feeders, meeting the conventional welding wire feeding traction requirements (wire feeding speed range 1.5-25m/min), while balancing practicality and cost control.
Groove characteristics: The mainstream is a toothed groove (to enhance the clamping force of the welding wire and avoid damaging the wire), matched with a 45 ° standard V-shaped groove design, with uniform tooth spacing (0.3-0.5mm), which not only protects the stability of wire feeding, but also adapts to the conveying needs of different materials of welding wire.
Dual slot compatible design: All models adopt a dual slot structure, supporting the adaptation of two adjacent diameter welding wires (such as 0.8-1.0mm, 1.0-1.2mm, etc.), without the need for frequent wheel replacement, improving the efficiency of multi specification welding operations.
2. Key dimensional specifications
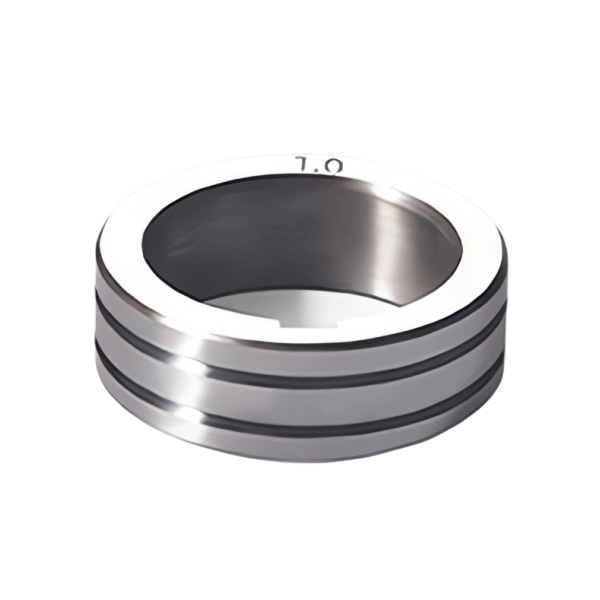
Standard specifications: outer diameter 30mm x inner diameter 22mm x thickness 10mm, some derivative models have an outer diameter of 35mm x inner diameter 25mm x thickness 8mm, suitable for the drive shaft of Binzel small wire feeders.
Fine tolerance: The inner hole size tolerance is controlled within 22.01-22.015mm, the outer circle tolerance is ± 0.005mm, and the width tolerance is ± 0.005mm. It is confirmed that it is in close contact with the drive shaft to reduce operational vibration.
Installation structure: Adopting a lock button fixed design, it is positioned with a keyway (width 4.1-4.2mm x depth 1.9-2.0mm), and can be disassembled and replaced without the need for specialized tools, making it easy to operate and effective.
Key points for installation and maintenance
Specification matching: Strictly select the wire feeding wheel corresponding to the groove type based on the diameter of the welding wire, to avoid wire slippage or damage caused by mismatch between the groove type and the welding wire; The feeding pressure of the flux cored wire should be appropriately reduced.
Installation steps: Flip up the fixed cover → Press in the adjusting bolt → Open the pressure control lever → Unlock by turning the lock knob 90 ° → Remove the old wheel → Align the new wheel with the lock knob and push in → Reverse the lock knob 90 ° to lock → Close the pressure control lever → Adjust the clamping force → Close the fixed cover.
Pressure regulation: Based on the principle of "no slippage or obvious indentation of welding wire", the pressure of soft welding wire (such as aluminum wire) is adjusted to 0.3-0.5MPa, and the pressure of hard welding wire (such as stainless steel wire) is adjusted to 0.5-0.8MPa.
Regular maintenance: After transporting 10-15 reels of welding wire, clean the welding slag and iron powder in the wheel groove; When tooth wear, shallower groove shape, or deformation of the wheel body is found, replace it with a new one immediately; Store in a dry and ventilated environment when idle to avoid rust or collision damage.
Supporting use: It needs to be used in conjunction with the designated wire feeder and welding power supply of Binzel to avoid affecting the stability of wire feeding and welding quality due to equipment incompatibility.